基本操作
调心校对
由于压缩机是高速旋转的精密机器,压缩机轴和电机驱动轴之间需要准确对齐,要严格按照下面正确程序的要求。
较好是两人或多人专门从事调心校准工作。
a)校准需要准备的必备工具
|
项目
|
数量
|
|
压缩机和电机的联轴器 (安装)
|
每一个压缩机一套
|
|
联轴器垫片(装运条款)
|
每一个压缩机一套
|
|
电机衬板 (装运条款)
|
每一个电机一套
|
|
磁性表架的千分表 (未供应)
|
两个
|
|
普通工具 (未供应)
|
一套 (可调扳手,双头扳手等)
|
|
调节螺栓(附加在电机基座上)
|
每一个电机一套
|
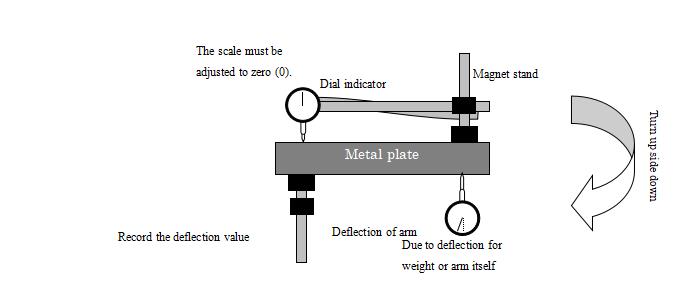
b)检查臂的偏转校正
由于千分表自身重量,在开始校正工作前应考虑检查臂的偏转误差,入下图所示。
当安装在金属板上的千分表翻转时,千分表的数值会有一些负值。调试人员应该将数值记录下来并考虑在对齐过程中出现的偏差。在调整中心线的时候考虑偏差是很重要的。
如何检查臂的偏转
c) 校对过程
1)压缩机和电机联轴器安装确认。
2)磁性表架安装在电机的联轴器上。
3)分表上的指针与压缩机的联轴器的正面或者转角面接触。(指针以较外圈的圆为基准对齐。) 指示器的数值将被设置为零(0).
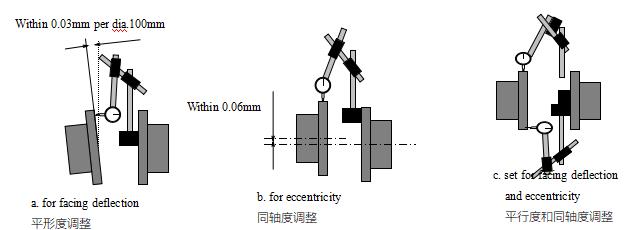
4)通过电机上的螺栓调节垫板来调节"同轴度 (高度、 侧方向)"和"平行度"的偏差。
5)平行度验收标准是,联轴器的直径每100mm误差在0.03mm范围内。因此, 如果联轴器的直径有200mm,验收标准应该在0.06mm范围内。
6)同轴度的验收标准是在0.06mm范围内。 两外, 以上所讲的“检查臂的偏转校
正”必须在调心校正时考虑。
7) "同轴度"和"平行度" 校正工作的顺序无特别规定。
8) 然后确认同轴度和平行度在可接受范围。
b)记录
在完成对齐任务后,刻度值应该标记在表格并存档。联轴器和垫片组装在一起,联轴器的护罩应正确安装。
压缩机
检查内容 |
测量t(单位:mm)
|
允许值
|
判定
|
|
中心偏移
bend P3 =
bend P2,4=
|
P1=
|
P2=
|
P3=
|
P4=
|
Within
0.06 mm
|
|
|
面偏移
联轴器直径
110 mm
|
P1=
|
P2=
|
P3=
|
P4=
|
Within
0.033 mm*1
|
|
*1 :联轴器的直径每100mm误差在0.03mm范围内。
0.03×110/100=0.033(For the job use coupling使用联轴器)
注意!
这是一个高风险工作,可能造成严重的伤害,所以一定要确认电机的电源关闭。
真空
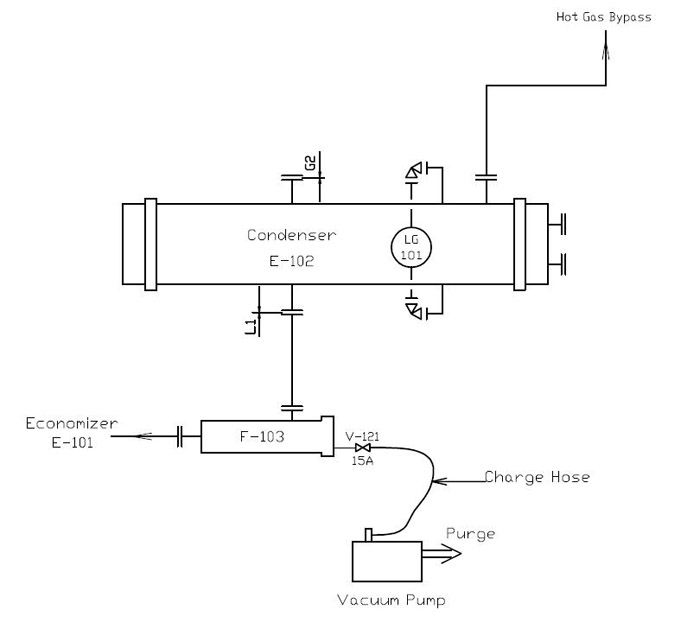
在油和制冷剂充注之前,抽出系统中的空气(不可冷凝气体)。 请务必使用真空泵。 从过滤干燥器上的制冷剂充注阀处取出。
你需要什么:真空泵,冲注软管。
1).在真空泵和制冷剂冲注阀(※※※※-V-121)之间连接真空软管。
2). 制冷剂系统中的所有空气均应通过打开阀门排出,除了下面列出的阀门:
· 排水阀和清洗阀。
· 压力表和压力传感器的根阀。
3) 制冷剂管线上的电磁阀应通过人工操作打开。
4). 打开干燥器过滤器附近的阀门V-121。
5) 确认准备好真空泵驱动后,启动真空泵,然后逐渐打开制冷剂冲注阀(※※※※-V-121),开始从系统抽出空气。 仔细观察真空泵的工作状态,如果看起来像过载工作,请稍微开一下(※※※※-V-121)。
6) 继续抽真空以达到目标真空度。
系统中的水在达到相关环境温度的真空条件下开始蒸发。
真空条件下水的蒸发温度
Temp(℃) Vacuum level(mm) Temp.(℃) Vacuum level(mm)
温度 真空度 温度 真空度
20 744.5 10 752.8
17.5 746.9 7.5 754.3
15.0 749.2 5.0 755.5
12.5 751.1 2.5 756.5
10.0 752.8 0 757.4
(目标真空度与环境温度差异.)
达到真空度后,继续保持抽真空三个小时,然后停止真空泵的运行。将系统置于真空条件下至少维持10个小时。
7). 测量真空度,如果10小时之内变化值的记录保持在10mmHg以内,则意味着真空工作已经完成。
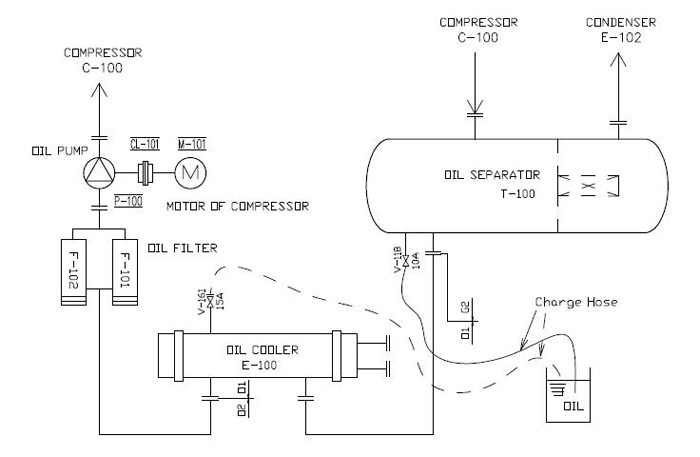
油冲注
在这个制冷机组,因为油管是闭合循环,固需要补充润滑油。然而,运行工况可能会改变油分离器的持油量。
如何充油:油系统在负压下进行。
1) 如何在设备中实施并完成的整个过程(在试验期间进行)。
①第5-4节“真空”按照,确保达到所需的真空度。
②将加油软管的一侧连接到油分离器/油冷却器上的阀(V-118/161)上。
③打开阀门(※※※※- V-118/161)。
④将润滑油充至40处以上(油液位计(※※※※-LG-101))。
⑤完成适量充油后,关闭阀门(※※※※- V-118/161)。
⑥完成后停止真空泵。
您需要:
• 真空泵
• 冲注软管
• 通用工具
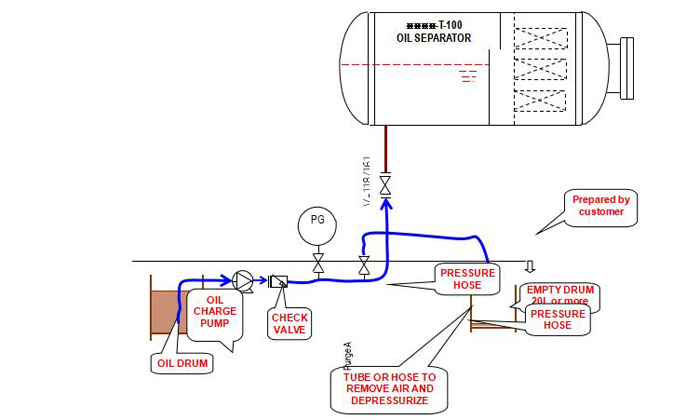
2)如何额外的冲注※请对照图5015(额外补油)。
※始终检查PG是否安全。
如果压力异常升高,请停止充油泵。
① 一般润滑油冲注如图5.5(初始)
(V-118/161关闭,purge A和PG根阀打开)
② 启动油泵。
③ 在空筒中排出油(约20L或更多)以除去空气和异物。
④ 关闭阀purge A,同时打开阀门V-118/161.
⑤ 完成适当的油量后,关闭阀门V-118/161。
⑥ 关闭冲油泵。
你需要什么:
• 冲油泵
• 充油软管(压力软管)
• 通用工具
• 其余(Fig,5015)
注意
机组内制冷剂可能影响公众健康。 因此,尽量不要让它与大气和人接触。
每次冲注时,请使用新鲜、清洁的无油污和污垢的润滑油。
始终使用指定的制造商和等级的润滑油。
请务必通过检查PG判断是否安全。